中交(jiāo)路橋科技是(shì)從事工(gōng)程檢測(cè)監測、城市安全(quán)監測預警與(yǔ)評價、數字智能化研發為一體的(de)複合型(xíng)高新技術集(jí)團企業。
焊縫(英文名:weld)是焊件經焊接後所形成的結(jié)合部分。
焊縫一般可分為:平焊縫、角焊縫、單麵焊縫、單麵焊雙麵成形焊縫。
按照焊縫本身截麵形(xíng)式的(de)不同,焊縫還可以分為對接焊縫和角焊縫。
對接焊縫:未焊透的對(duì)接焊縫受力(lì)很(hěn)小,有嚴重的應力集中,焊透的對接焊縫簡(jiǎn)稱為對接焊縫。
角焊縫:連接板件板邊(biān)不必精加工,板(bǎn)件無縫隙(xì),焊(hàn)縫金屬直接填充在兩焊件形成的直角(jiǎo)或斜(xié)角的(de)區(qū)域內。
進行(háng)焊縫外觀(guān)檢驗可(kě)以指導焊工及焊接檢驗人員工作,確保(bǎo)整個工作和項目的焊接質量(liàng)。
焊接外觀檢查項目
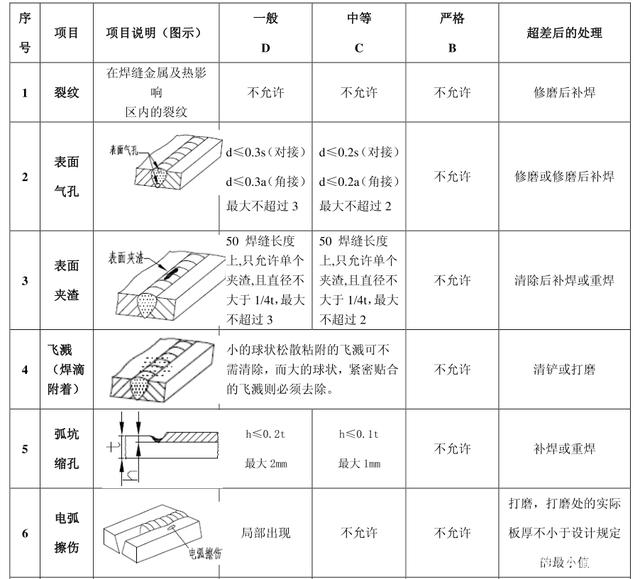
1. 各種焊接缺陷現象
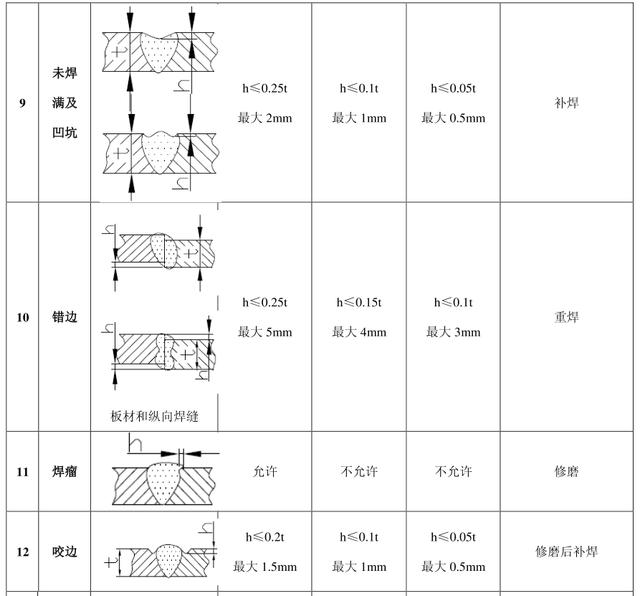
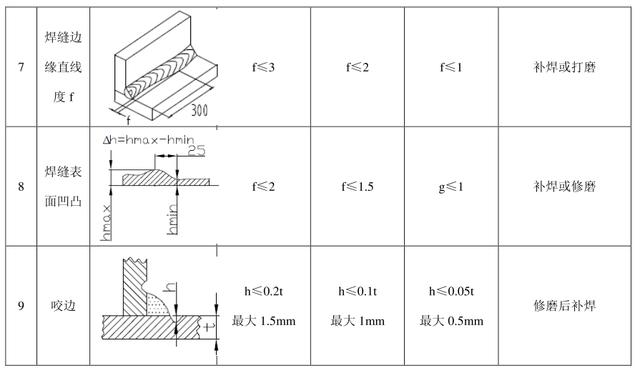
咬邊:由於焊(hàn)接參數選擇不當或(huò)者操作工藝不正確,焊趾的母材部位產生溝槽或者凹陷。
焊縫表麵氣孔:焊接時,熔池中的氣(qì)泡在凝固(gù)時沒有移除(chú)導致殘留下,形成空穴,這就是氣(qì)孔。
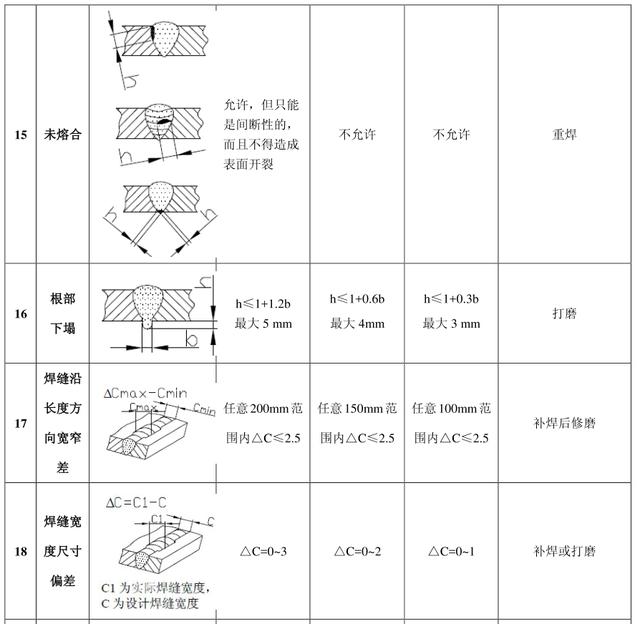
未熔合:熔焊時,焊(hàn)道和木(mù)材之間(焊道與焊道之間),未完成熔化結合的(de)部分,點焊時母材與母材之間沒有完全熔化結合的部分。
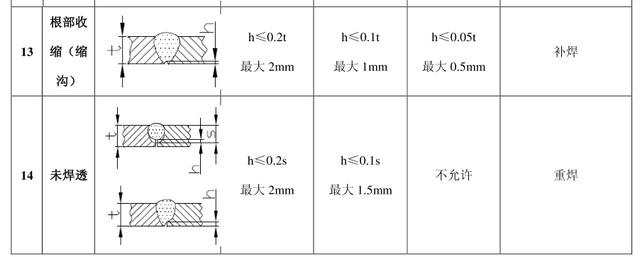
未焊透:焊接時接頭根(gēn)部沒有完全熔透的現象。裂紋(wén):在焊接應力和其他致脆因素的共(gòng)同作用下,焊接接頭中局部地區的金屬(shǔ)原子結合離遭到破壞而形(xíng)成的新的焊縫(féng),一般(bān)而言(yán),有著尖銳的缺口和大(dà)的長寬比的(de)特性。
未焊滿:這是情況一般時由於填充的金屬不足,在焊縫表麵形成連續或斷續的(de)溝槽。
焊瘤:在焊接過程中,熔化金屬流淌到焊(hàn)縫之(zhī)外沒有熔化的母(mǔ)材上,導致形成金屬瘤。
燒穿:在焊接(jiē)過程中,熔化金屬從(cóng)坡口背麵流出,形成穿孔的缺陷。
2. 各種(zhǒng)焊縫形狀(zhuàng)缺陷現象
焊縫成形差:熔焊時(shí),液態焊縫金屬冷(lěng)凝後形成的焊縫外形叫焊縫成形(xíng),焊縫成型差簡義(yì)上來(lái)說是焊縫外觀(guān)上,焊縫高低、寬窄不一,焊縫波(bō)紋(wén)不整齊甚至沒有等。
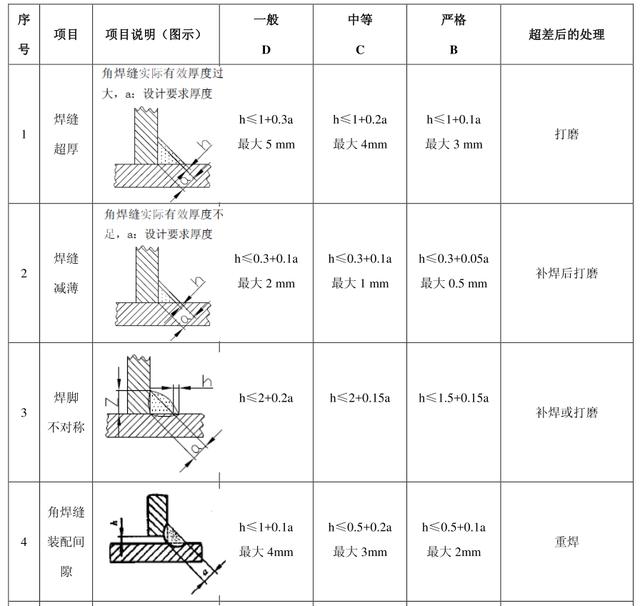
焊腳尺寸:在角焊縫橫截麵中畫出最大等(děng)腰三角形(xíng)中,直角邊的長度(dù),缺陷表現在(zài)焊(hàn)腳尺寸小於(yú)設計(jì)要求和焊腳尺寸不等。
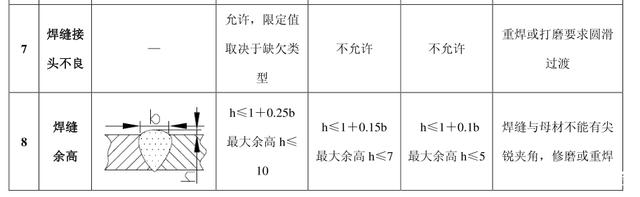
餘高超差:餘高(gāo)高於要求或(huò)低於母(mǔ)材。
漏焊:要求焊接的焊縫沒有進行焊接,具體表現在整條焊縫(féng)沒有焊接,整(zhěng)條焊縫部位沒(méi)有焊接、沒有(yǒu)填滿弧(hú)坑、焊(hàn)縫沒有填滿焊完等。
另外還有飛(fēi)濺和電弧擦傷等焊縫(féng)形狀缺陷現象。
3. 焊縫打磨
對焊縫的打磨上,大家有一個共同的認知,打(dǎ)磨後的焊縫要符(fú)合檢驗標準,焊縫圓滑(huá)過渡或者與母(mǔ)材圓滑過渡時,不能破壞母(mǔ)材。
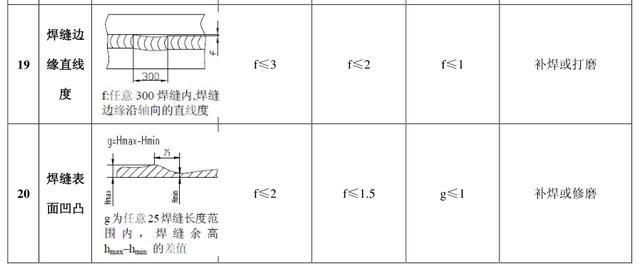
對接焊縫外觀質量檢驗標準和要求
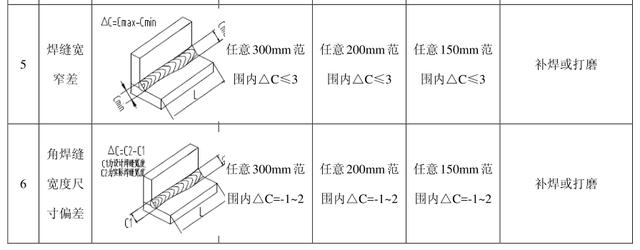
角接焊縫外觀質量檢驗標準和要求
結語
焊接是部件(jiàn)生產過程中重要(yào)的一個環節,所以除了對焊縫(féng)的外觀進行檢(jiǎn)查控製外,還要對焊接質量進行監督控製。對特(tè)定的產品,必要時采取(qǔ)輔助檢(jiǎn)查措施。





