1.基本(běn)要求和內容
1.原材料及成品進場應提供(gòng)質(zhì)量合格證(zhèng)明文件、中文標誌及出廠檢驗報告等。
2.鋼(gāng)材、鋼鑄件品種、規格、性能等應符(fú)合現行國家產品標準和設計要求。進(jìn)口(kǒu)鋼材產品的質量應符合設計和合同規定標準(zhǔn)的要求並附有商檢證。
2.1對屬於下列情況之一的鋼材,應進行抽樣(yàng)複驗:
a.國外進口鋼材(cái);
b.鋼材混批;
c.板厚等於或大於40mm,且(qiě)設計有Z向性能要求的厚板;
d.建築結構安全等級為一級,大跨度鋼結構中(zhōng)主要受(shòu)力構件所采用的鋼材;
e.設(shè)計有(yǒu)複驗要求的鋼材;
f.對質量有疑(yí)義的鋼材。
其複驗結果應符合現行國家產品標準和設計要求
3.焊(hàn)接材料
3.1焊接材料品種、規(guī)格、性能等應(yīng)符合(hé)現行國家(jiā)產品標準和設計(jì)要求。
3.2重要(yào)鋼結構采用的(de)焊接材(cái)料應進行抽樣複驗,複驗結果應符合現行國家產品標準和設計要求。
4.連接用緊固標準(zhǔn)件
4.1鋼結構連(lián)接用高強度大六角(jiǎo)頭螺栓連(lián)接副、扭剪型高強度螺栓連(lián)接副(fù)、鋼(gāng)網架用高(gāo)強度(dù)螺栓、普通螺栓、鉚釘、自攻(gōng)釘、拉鉚釘、射釘、錨栓(機械型和(hé)化學試劑(jì)型)、地腳錨栓等(děng)緊固標準件及螺母、墊圈等標準(zhǔn)配件,其品種、規格、性能等應符合(hé)現行國家產品標準和設計要求。高(gāo)強度大六角頭螺栓連接副和扭剪型高強度(dù)螺栓連接副出廠時應分別隨箱帶(dài)有扭矩係數和緊固軸力(預拉力(lì))的檢驗報告。
4.2高強度(dù)大六角頭螺栓連接副應按現行國家標準《鋼結(jié)構工程施工質量驗收規範》GB50205的規定複驗其扭矩係數,其檢驗結果應符合規定。複驗用螺栓應在施工現場待安裝的螺栓批中(zhōng)隨機抽(chōu)取,每批應按(àn)規格抽取8套連接(jiē)副進行複驗。
4.3扭(niǔ)剪型高強度螺栓連接副應按現行國家標準《鋼(gāng)結構工程施工質(zhì)量驗收規範》GB50205的規定(dìng)複驗預拉力,其檢驗結果應符合規定。複驗用螺栓應(yīng)在施工現場待安(ān)裝的螺栓批中隨機(jī)抽(chōu)取,每批(pī)應按規格抽取8套連接副進行複驗。
4.4對螺栓球(qiú)節點鋼網架結構,其連(lián)接高強度螺栓應進行拉(lā)力載荷或表麵硬度試驗,其值(zhí)應符合(hé)現行國家標準《鋼網架(jià)螺栓球節點(diǎn)用高強度螺栓》GB/T16939或《緊固件機械性能螺栓、螺釘和螺柱》GB3098.1的規定。對8.8級的高強度(dù)螺栓(shuān)其表麵硬度(dù)應為HRC21~29;10.9級高強度螺栓其(qí)表麵硬度應為HRC32~36,且(qiě)不得有裂紋或損傷。檢查數量:同規格的螺栓每600隻(zhī)為一批,不足(zú)600隻仍按一批計,每(měi)批取3隻為一(yī)組(zǔ)隨機抽檢。
4.5對設計有螺栓實物最(zuì)小荷(hé)載檢驗(yàn)要求的(de)螺栓,其抗拉強度應符合設計要求,當設計無(wú)要求時(shí)應符合現行國家標準《緊固(gù)件機械性能螺栓、螺(luó)釘和螺柱》GB3098.1或其它現行國家產品(pǐn)標(biāo)準要求。複驗用螺栓應在施工現場待安裝(zhuāng)的螺栓批中隨機抽取,每批應按規格抽(chōu)取(qǔ)8套連接副進行複驗。
5.焊接球
5.1焊接球及製造焊接球所采用的原材料(liào),其品種、規格、性能等應符合現行國家產品標準和設計要求。
5.2焊接球焊縫應進行無損檢驗,其質量應符(fú)合設計(jì)要(yào)求,當設計無要求時應符合《鋼結構工程施工質量驗收規範(fàn)》GB50205中規定的二級質量(liàng)標準,檢查數量:每種規格按數(shù)量各抽查5%,且不應少於3個。焊接球焊縫檢驗應按照現行行業標準《焊接球節點鋼網架焊縫超聲波探傷及質量分級法》JG/T3034.1執行。
5.3焊(hàn)接球節點應按設計指定規格的球及其匹配的鋼(gāng)管焊接(jiē)成(chéng)試件,進行軸心拉、壓承載力試驗,其試驗破壞荷載值大於或等(děng)於1.6倍(bèi)設(shè)計承載力(lì)為合格。檢查數量:每項工程中取受力最不利的同規格的焊接球600隻為一(yī)批,不足(zú)600隻仍按一批計,每(měi)批取3隻為一組隨機抽檢(jiǎn)。
6.螺栓球
6.1螺栓球及製(zhì)造螺栓球節點所采用的原材(cái)料,其(qí)品種、規格、性能等應符合現行國家(jiā)產品標準和設計要求。
6.2螺栓球不(bú)得有過(guò)燒、裂紋及褶皺。檢查數量:每種規格各(gè)抽查5%,且不應少於5隻。
6.3螺栓球節點應按設計指定規格的球最大螺栓孔(kǒng)螺紋進行抗拉強度保證荷載試驗,當達到螺栓的設計承載力(lì)時,螺孔、螺紋及封板仍完好無損為合格。檢查數量:每項工程(chéng)中取受力最不利的同規格的焊接球600隻為一批(pī),不足600隻仍按一(yī)批計(jì),每批取3隻為一組隨機抽檢。
7.網(wǎng)架杆件
7.1杆件的鋼管與封(fēng)板或錐頭(tóu)的連接(jiē)焊縫抗拉強度應符合現行(háng)行(háng)業(yè)標準(zhǔn)《鋼網架螺栓球節點》JG10或《網(wǎng)架結構工程質量(liàng)檢驗評定標準》JGJ78的規定。檢查數量:取受力最不利的拉杆,以同規格杆(gǎn)件300根為一批,不足300根(gēn)仍按一批計(jì),每批取3根為一組隨機抽(chōu)檢。
7.2杆件(jiàn)的鋼管兩端對接焊縫應進行無損檢驗,其質量應(yīng)符合設計要求,當設計(jì)無要求時應符合《鋼(gāng)結構工程施(shī)工質量驗收規範》GB50205中規定的二級質量標準,抽檢杆(gǎn)件接頭(tóu)焊縫(féng)數量的20%。杆件焊縫檢驗應(yīng)按照現行行業標準《螺栓球節點網架焊縫超(chāo)聲(shēng)波探傷及質量分級法》JG/T3034.2執行。
8.封板、錐頭(tóu)和套筒
8.1封(fēng)板、錐頭和套筒及(jí)製造封板、錐(zhuī)頭和套筒所采用的原材料其(qí)品種、規格(gé)、性能等應符(fú)合現行國家產品標準和設計要求。
8.2封(fēng)板、錐頭、套筒外觀不得有裂紋、過燒及氧化皮(pí)。
9.金屬壓(yā)型板
9.1金屬(shǔ)壓型板(bǎn)及(jí)製造金屬壓(yā)型板所采用的(de)原材料,其品種、規格、性能等應符合現行(háng)國家產品標準和設計要求。
9.2壓型金屬泛水板、包角板和零配件的品種、規(guī)格以及防水密封材料的性能應符合現行國家產品標準和設計要求。
10.塗裝(zhuāng)材料
10.1鋼結構防腐塗料、稀(xī)釋劑和固化劑等材料的品種、規格、性能等應符合現行國家產品標準和設計要求。
10.2鋼結構防火塗料的品種和技(jì)術性能應符合設計要求,並應經過具有資質的檢(jiǎn)測機構檢(jiǎn)測,符合國家(jiā)現行有關標準的規(guī)定。
11.其他
11.1鋼結構用橡膠墊的品種、規(guī)格、性能等應符合現行國家產品標準和設計要求。
11.2鋼結構(gòu)工程所涉及到的其(qí)他(tā)特殊材料,其品種(zhǒng)、規格(gé)、性能等應(yīng)符合現行國家產品標準和(hé)設計要求。
二(èr) 核(hé)查辦法
1.按照單位工程結構設計、變更設計文件和原材料配料匯總表,核查原材料與產品出廠合格證(zhèng)(商檢證)及試驗報(bào)告中的原材料品種、規(guī)格是否一致,是否按批取樣,取樣所代表的批量之和是(shì)否與實際用(yòng)量相符。
2.核查原材料或成品(pǐn)試驗(yàn)(複(fù)驗)結果是否符(fú)合標準(zhǔn)、規範和規程要求。
3.核查合格(gé)證(zhèng)、試驗(複驗)報告中(zhōng)的工程名稱是否與實際工程一致,各項技術數據是否符合標準規定,試驗方法及(jí)計算結論是否正(zhèng)確,試驗項目是否齊(qí)全(quán),是否符合先試驗後使用,先驗收(shōu)後隱蔽的原則。
4.核查原材料或成品代換使用是否有計算書及設計簽證,計算結果是否符合現行(háng)標準(zhǔn)、規(guī)範要(yào)求。
三 核定原則
凡出現下列情況之一,本項目核定為“不符合要求”。
1.進場原材(cái)料或成品無(wú)出廠合格證或(huò)試驗(yàn)報告。
2.進場原(yuán)材(cái)料(liào)或成品的品(pǐn)種、規格和設計文(wén)件不一致,又無代換設計簽證。
3.進場原材料或成品的抽(chōu)檢(jiǎn)數量不足,或性能試驗項目不齊全,或某一性能指標不合(hé)格且未按(àn)規定進行複驗,又未經鑒定處理(lǐ)。
4.進口鋼材(cái)技術指標經試驗不符合國產(chǎn)相應級別(bié)的鋼材技術(shù)標準,又未作技術(shù)鑒定。
2.鋼結構(gòu)焊接(jiē)工程
一 基本要(yào)求和內容
1.焊條、焊絲、焊劑、電渣焊熔嘴等焊接材料與母材的匹配應符合設計要求及現行行業標準《建築鋼結構焊接技術(shù)規程》JGJ81的規定。焊條、焊劑、藥芯(xīn)焊絲、熔嘴等在(zài)使用(yòng)前(qián),應按其產品說明書及焊接工藝文件的規定進行烘焙和存放。
2.焊工必須經考試合格(gé)並取得合格證書。持證焊工必須在其考(kǎo)試合格項目及其認可範圍內施(shī)焊。
3.凡符合以下情況之一(yī)者,應在(zài)鋼結構構件製作及安裝施工之前進行焊接工藝評定:
1. 國內首(shǒu)次應(yīng)用於(yú)鋼結構工程的鋼材(包括鋼材牌號與標準相符但微合(hé)金強化元素的類別不同和供貨狀態不同,或國外鋼號國內生產);
2.國內首(shǒu)次應用於鋼結構工程的焊接材料;
3.設計規定的(de)鋼材(cái)類別、焊(hàn)接材料(liào)、焊接方法、接頭(tóu)形式、焊接位置、 焊後熱處理方法以及施工單位所采(cǎi)用的焊接工藝參數、預後(hòu)熱(rè)措施等各種(zhǒng)參數的(de)組合條件(jiàn)為施工企業首次采用(yòng)。
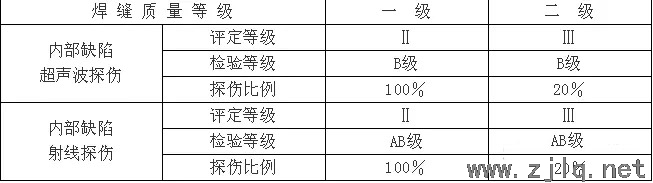
4.設計(jì)要求全焊透的一、二級焊縫應(yīng)采用超聲波探傷進行內部缺陷的檢驗,超聲波探傷不能對缺陷做出判斷時,應采用(yòng)射線探傷,其內部缺陷分級及探傷方法應符合現行國家標準《鋼(gāng)焊縫手工超(chāo)聲波探傷方法和探傷結果分級法》GB11345或《鋼熔化焊對接接頭射線照相和質量分級》GB3323的規定。
焊接球節點網架焊縫、螺栓球(qiú)節點網架焊縫及圓管T、K、Y形節點相(xiàng)關焊縫,其內(nèi)部缺陷分(fèn)級及探傷方法應分別符合現行行業標準《焊接球節點鋼網架焊縫超聲波探傷方法(fǎ)及(jí)質量分級法》JGJ/T3034.1、《螺栓球節點鋼網架焊縫超聲波探傷方法及質量分級法》JGJ/T3034.2、《建築鋼結構焊接技術規程(chéng)》JGJ81的規定。
一(yī)級(jí)、二級焊(hàn)縫的質量等級及缺陷分級應符合下表的規定。
5.T形接頭、十字接頭、角接接頭等要求熔(róng)透的對接和角對接組合焊縫(féng),其焊腳尺(chǐ)寸不應小於t/4(t為較薄板件的厚度,下同);設計有疲勞驗算要求的吊(diào)車(chē)梁或類似構件的腹板與上翼緣連接焊縫的焊腳尺寸為t/2,且不應大(dà)於10mm。焊腳尺寸的允許偏差(chà)為0~4mm。檢查數量:資料全(quán)數檢查;同類焊縫抽查10%,且不應少於3條(tiáo)。
6.焊縫表麵不得有裂(liè)紋、焊瘤等缺陷。一級、二級焊縫不得有表麵氣孔、夾渣、弧坑裂紋、電弧擦傷等缺陷且一級焊縫不得有咬邊、未焊滿、根部收縮等缺陷。焊縫表麵外觀檢(jiǎn)驗報(bào)告見質控(kòng)(建)表(biǎo)4.1.8.4-13。檢查數量:每批同類構件抽查10%,且不應(yīng)少於3件;被抽(chōu)查構件中,每一類型焊縫按條數抽查5%,且不應(yīng)少於1條;每條檢查1處,總抽(chōu)查數不應少於10處。
7.施工單位對其采(cǎi)用的(de)焊釘和鋼材焊接應進(jìn)行焊接工藝評定,其結果應符合設計要求和國家(jiā)現行有關標準的規(guī)定。瓷環應(yīng)按其產品說明書進行烘焙。應提供焊接工藝評定報告和烘焙記錄。
8.焊釘焊接後應進行彎曲試驗檢查,其焊縫和熱(rè)影響區不應有肉眼可見的裂紋。檢查數量:每批同類構件抽(chōu)查10%,且不應少於10件;被抽查(chá)構件中(zhōng),每件檢查焊釘數量的1%,但(dàn)不應少於1個。
二核查辦法
1.核(hé)查焊接材料(liào)質量證明書及焊接材料品(pǐn)種、規格與單位工程結構設計、變更設計文件是否一致。
2.核查焊工合格證及其認可範圍、有效期是否(fǒu)符合要求。
3.核查鋼構件焊接工程的焊接工藝試驗、焊縫無損檢測、焊(hàn)腳尺寸、焊縫(féng)表麵質量是否(fǒu)符合(hé)設計及有(yǒu)關標準、規範、規程要求。
4.核查焊釘和鋼材焊接工藝試驗及彎曲試驗是否符合設計及有關(guān)標準(zhǔn)、規範、規(guī)程要求。
5.核查檢驗報告中的抽檢批量之和與實際數量是否一致。
三核定(dìng)原則
凡出現下列情況之一,本項目核(hé)定為“不(bú)符合要求(qiú)”。
1.進場焊(hàn)接材料無質量證明書或焊接材料品種、規格與設計不一致。
2.無焊工合格證或其認可範圍、有效期不符合要求。
3.鋼構件焊接工程未按設計要求提供焊接工(gōng)藝試驗(yàn)、焊縫無損檢測、焊腳尺寸、焊縫表麵質量檢驗報告。
4.焊釘(栓釘)焊接工程未按設計要求提供焊釘和鋼材焊接工藝試驗及(jí)彎曲試(shì)驗報告(gào)。
5.檢(jiǎn)驗報告(gào)中任一(yī)項指標不符合檢驗標準,又未按規定進行複驗,且無鑒定處理。
6.檢驗報告中的抽檢樣品所代表的(de)批量之和少於實際數量。
3.緊固(gù)件連接工(gōng)程
一 基本要求和內容
1.當普通螺栓(shuān)作為永久性連接螺栓且設計有要求或對其質(zhì)量(liàng)有疑(yí)義時,應進行螺栓實物最小拉力載荷複驗,試驗方法依據現行國家(jiā)標準《鋼結構工程施工質量驗收(shōu)規範》GB50205,其結(jié)果應符合規定。檢查(chá)數量:每一規格各抽查8個。
2.鋼結構(gòu)製作和安裝單位應按現行國家標準《鋼結構工程(chéng)施工質量驗收規範》GB 50205的規定分別進行(háng)高強度螺栓連接摩擦麵的抗滑移(yí)係數試驗和(hé)複驗,現場處理的構件摩擦麵應單(dān)獨進(jìn)行摩擦麵抗滑移係數試驗,其結果應符合設計要求。檢(jiǎn)查數量:每批三組試件。摩擦麵抗(kàng)滑移係數試驗(yàn)報告見質控(建)表4.1.8.4-15。
3.高強度大六角頭螺栓連接副終擰完成1h後、48h內應進行終擰扭矩檢(jiǎn)查,檢查結果應符合現行國家標準《鋼結構工程施(shī)工質量驗收規範》GB50205的規定。檢查(chá)數量:按節(jiē)點數抽查10%,且不應(yīng)少於10個;每個被抽查節點(diǎn)按(àn)螺栓(shuān)數抽查10%,且不應少於2個。
4.扭剪型高(gāo)強度螺栓連接副終擰後,除因(yīn)構造原因無法使用專用扳手終擰掉梅花頭者外,未在終擰中(zhōng)擰掉梅花頭的螺栓(shuān)數不應大於該節點螺栓數的5%。對所有梅花頭未擰掉(diào)的扭剪型高強(qiáng)度螺栓連接副(fù)應采用扭矩法或轉角法進(jìn)行(háng)終擰並作標(biāo)記,且按(àn)現行國家標準《鋼結構工程施工質量驗收規範》GB50205的規定進行終擰扭矩檢查。檢查(chá)數(shù)量:按節點數抽查10%,且不應少於10個節點(diǎn),被抽查(chá)節點中梅花(huā)頭未擰(nǐng)掉的扭剪型高強(qiáng)度螺栓連接副全數進(jìn)行終(zhōng)擰扭(niǔ)矩檢查。
二(èr) 核查辦法
1.核查產品出廠合格證及試驗報告中的產品(pǐn)品種、規格與(yǔ)單位工程結構設計、變更設計文件和原材料(liào)配料匯總(zǒng)表是否一(yī)致,有否按批(pī)取樣,取樣所代表(biǎo)的批量之和是否(fǒu)與實際用量相符。
2.核查普通螺(luó)栓是(shì)否按設計要求進行螺栓實物最小拉力載荷複(fù)驗。
3.核查高強(qiáng)度大六角(jiǎo)頭螺栓連接副、扭剪(jiǎn)型高強度(dù)螺(luó)栓連接副的連接摩擦(cā)麵抗滑移係數複驗報告是否符合要求(qiú)。
4.核查高強度大六角頭螺栓連接副、扭剪型(xíng)高強度螺栓連接副施(shī)工(gōng)扭(niǔ)矩檢驗報告是(shì)否符合要求。
三 核定原則
凡出現下列情況之一,本項目核(hé)定為“不符合要求”。
1.進場(chǎng)產品無出廠合格證或試驗報告。
2.進場產品的品(pǐn)種(zhǒng)、規格和設計文件不一致(zhì),又無(wú)代換(huàn)設計簽證。
3.普通螺栓未按設計要求進行螺栓(shuān)實物最小拉力載荷複驗。
4.無高強度大(dà)六角頭螺(luó)栓(shuān)連接副、扭剪型(xíng)高(gāo)強度螺栓連接副的連接摩擦(cā)麵(miàn)抗滑(huá)移係數複驗報告或施工扭矩檢驗(yàn)報告。
5.抽(chōu)檢數量或檢驗結果不符合要求(qiú)。
4.鋼結構安裝工程
一 基本要求和內容
1.鋼結構主(zhǔ)體結構的整體垂直度和整體平麵彎(wān)曲的允許(xǔ)偏差應符合現行國家標準《鋼(gāng)結構工程施工質量驗收規範》GB50205的規定。檢查數量:對主(zhǔ)要立麵全(quán)部檢查。對(duì)每個(gè)所檢查的立麵,除兩列角柱外(wài),尚應至少選取一列中間柱。
2.鋼網架結構總拚完成及屋麵工程完(wán)成後應(yīng)分別測量其撓度值,且所測的撓度值不應超過相應設(shè)計值(zhí)的1.15倍。檢查數量:跨度(dù)24m及以下鋼網架結構測(cè)量下弦中央一點;跨度24m以上鋼網架結構測量下弦中央一點及各向下弦(xián)跨度的四等分點(diǎn)。
二 核查辦法:
1.核查鋼結構主(zhǔ)體結構的整體垂直度和整體平麵彎曲度或撓度值是否符合標準要求。
2.核查鋼網架主體結構的撓度值是(shì)否符合設計要求(qiú)。
三 核定原則
凡出現下列情況之一,本項目(mù)核定為“不符合要求”。
1.鋼結構主體結構的整體(tǐ)垂直度和整體(tǐ)平麵彎曲度不符(fú)合標準(zhǔn)要求(qiú)。
2.鋼網架主體結構的撓度值不符合設計要求。
5.鋼結構塗裝工程
一 基本要求和內容
1.防腐塗料、塗裝遍數、塗層厚度(dù)均應(yīng)符合設計要求。當設(shè)計(jì)對塗層厚度無要求時,塗層幹漆膜總厚度:室(shì)外應為150μm,其允許偏差為-25μm。每遍塗層(céng)幹漆膜厚度的允許偏差為-5μm。檢(jiǎn)查數量:按構件數抽查(chá)10%,且同類構(gòu)件不應少於3件。
2.薄塗型防火塗料的塗層厚度應符合有關耐火極限的設計要求。厚(hòu)塗型(xíng)防火塗料塗(tú)層的厚度,80%及以上麵積應符合有(yǒu)關耐火極限的設計要求,且最薄處厚度不應低於設計要求的85%。檢(jiǎn)查數量:按同類構件數抽查10%,且均(jun1)不應少於3件。
二 核(hé)查辦法
1.核查設計(jì)文件、試驗報告,核查防腐塗料的塗層幹漆膜厚度(dù)是否符合要求。
2.核查(chá)檢查(chá)數量是否(fǒu)符(fú)合要求。
三 核定原則
凡出現下列情況之一,本項目核定為(wéi)“不符合(hé)要求”。
1.防腐塗(tú)料(liào)、防火(huǒ)塗料的塗層幹漆膜厚度不符合要求。
2.檢查數量不符合要求。





