焊接過程(chéng)中檢驗 包括檢驗在焊接過程中(zhōng)焊接工藝參數是否正確,焊接(jiē)設備運行是否正常,焊(hàn)接夾具夾緊是否(fǒu)牢固,在操作過程中可能出現的焊接缺陷等。焊(hàn)接過程中(zhōng)檢驗(yàn)主要在整個操作過程中完成。
成品的(de)焊接(jiē)質量檢驗 檢驗方法很多,應根據產品(pǐn)的使用要求和圖樣的技術條件選(xuǎn)用。
1.非破壞性檢驗
非(fēi)破壞性檢驗(yàn)是指在不損壞被(bèi)檢驗材(cái)料或成(chéng)品的(de)性能、完整性的條件下進行檢測缺(quē)陷的方法,包括外觀檢驗、致密性檢驗和無損探傷檢驗。
(1)外觀檢(jiǎn)驗 焊接接頭(tóu)的外觀檢驗是以肉眼直接觀察為主,一般可借助(zhù)於焊縫萬能量規(guī),必要時利用5-10倍放大(dà)鏡來檢查。外觀(guān)檢測主要是為了發現焊接接頭的表麵缺陷,如焊縫的表麵氣孔、咬邊、焊瘤、燒(shāo)穿(chuān)及焊接(jiē)表麵裂紋、焊縫尺(chǐ)寸偏差等。檢(jiǎn)驗前,須將焊縫附近10-20mm範(fàn)圍內的飛濺物和汙物(wù)清除幹淨。
(2)致(zhì)密性檢(jiǎn)驗:致密性檢驗是檢驗焊接管道,盛器,密閉容器上焊縫是否存在不致密的缺陷。常用的檢驗方法有:氣密性實驗;氨(ān)氣實驗;煤油實驗;水壓試驗(yàn)和氣壓實驗。
(3)無損探傷檢驗:是非破壞性檢(jiǎn)驗中的一(yī)種特殊的檢驗方(fāng)式,是(shì)利用滲透,磁(cí)粉,超聲波,射線等檢驗方法來(lái)發現焊縫表麵的細微缺陷及存在於焊縫(féng)內部的缺陷。目前,這類檢驗方法已在重要(yào)的焊接結構中被廣(guǎng)泛應用。
2.破壞性檢驗
破壞性檢驗是從焊件或試件(jiàn)上切取試樣或以產品的整體破(pò)壞做試驗,以檢查其力學性能等的檢驗方法。它包括力學性(xìng)能試(shì)驗,化學分(fèn)析,腐蝕試驗,金相試驗,焊接性試(shì)驗等。
在生產中,焊(hàn)接(jiē)成品的質量檢驗(yàn)很重(chóng)要占有很重要的地位。它不僅在於發現焊接缺陷,檢驗焊接接頭的(de)性能(néng),以確保產品的焊接質量和安(ān)全使用,嚴重的缺陷可導致受壓容器的(de)爆炸,造成直接經濟損失或災難性事故而且通過各種檢(jiǎn)驗可對缺陷作出客觀的判斷,才能對焊縫作出可靠的結論,看其是否所規定(dìng)的技術要求和保證結構使用的安全可靠。
下麵介紹幾種檢驗焊縫質量的方法:
(1)氣密性實驗:一般(bān)檢驗管道,盛器(qì),密閉容器上焊接是 否存在(zài)不致密的(de)缺(quē)陷,以便及時發現,進行排(pái)除並修複。操作 方(fāng)法非常簡單(dān),具體做法:在焊縫周圍塗抹肥皂水,在密閉容 通過遠低於(yú)容器(qì)工作壓力的壓縮空氣,由於容器內外氣體(tǐ)的壓力 差,如果焊接接頭有穿透性缺陷時(shí)就(jiù)會有肥皂水氣泡。這種檢驗 方法常(cháng)用於受壓容器接管加強圈的焊縫檢驗。此(cǐ)法非常簡單原理 就象修補自行車內(nèi)胎。
(2)氨氣實(shí)驗:一般用(yòng)於某些(xiē)管子或小型受壓容器。實驗的(de)原理非常簡單,是運用氨與硝酸汞反應後,生成物顏色變黑
具體(tǐ)做法:在常壓下,被測容(róng)器的外(wài)壁焊縫表麵貼上一條比焊縫略寬的用5%的硝酸(suān)汞溶液(yè)浸過的紙帶,然後向被測容器(qì)內充1%含量的氨氣(qì)的混合氣體,當混(hún)合氣體(tǐ)加(jiā)壓至(zhì)所需壓力值時,如果焊接接頭有不致密(mì)的(de)地方,氨氣就會滲漏作用在浸透過的硝酸汞溶液的試紙上,致(zhì)使該部位呈現出黑色斑紋,從而確定缺(quē)陷(xiàn)部位。優點:這種方法(fǎ)比較簡單,並快捷,準確,成(chéng)本低。也可以在低溫下檢查焊縫的致密性。
(3)煤油(yóu)實驗:實驗原理:利用煤油具有很強的滲透性。特點:煤油實驗常用於不受壓容器的對接焊縫,如敞開的容器,儲存石油(yóu),汽油的固定式容(róng)器等。在焊縫表麵及熱影響區塗上石灰水溶液,待幹燥(zào)後,在焊縫的另一麵仔細地塗上煤油。由於煤油(yóu)具有很強的滲透特性,當焊接接頭存在貫穿性缺陷時,煤油就能(néng)滲透過去(qù),在塗有石灰水的帶狀白(bái)色表麵上顯露出油斑點或(huò)帶條(tiáo)狀油跡。注意:為了精(jīng)確地確定(dìng)缺陷的大小和位臵,檢查工作要在塗煤油(yóu)後立即開始,發現油斑就及時(shí)將缺陷標出,以免滲(shèn)油痕跡漸漸散開模糊(hú)不清。
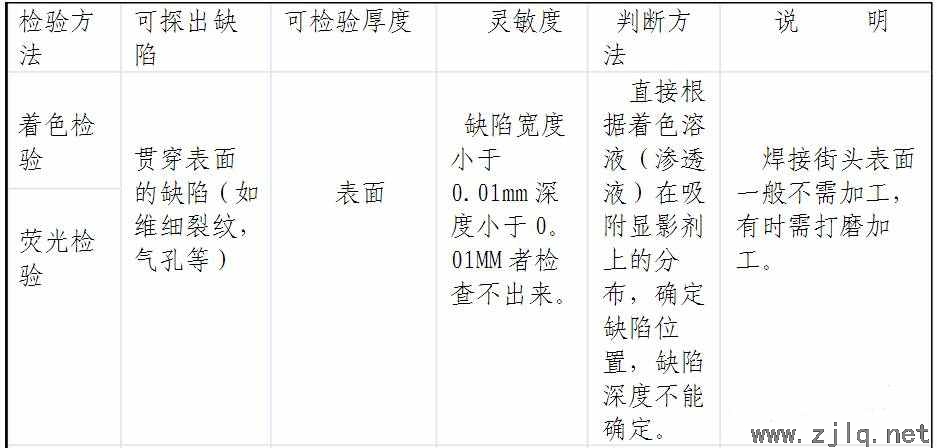
(4)熒光檢驗:屬於無(wú)損(sǔn)探傷檢驗是非破壞(huài)性檢驗中的(de)一種特殊的檢驗方式。是(shì)利用滲透,磁粉,超聲波,射線等檢驗方法來發現焊縫表麵的細微缺(quē)陷及存在於(yú)焊縫內部的缺陷。目前,這類檢驗(yàn)方法(fǎ)已在重要的焊接結構中被廣泛的應用。特點:用來檢驗焊(hàn)件(jiàn)表麵缺陷的一種(zhǒng)方法。
檢驗對象是非磁性材料如:不(bú)鏽鋼,銅,鋁等。檢驗原理:紫外線與氧化鎂粉(fěn)會發光。檢驗方法:先將被檢驗的預先浸(jìn)在煤(méi)油和礦物油的混合液中數分鍾,由於礦物油具有很好的浸(jìn)透力,能浸透極(jí)細微的(de)裂紋,因此焊件表麵幹燥後,缺陷中仍殘留有礦物油。此時撒上氧(yǎng)化鎂粉末,在暗室內,用水銀石英燈發出的紫外線照射,這時候殘留在表麵缺陷內的(de)熒光粉(氧化鎂粉(fěn))就會發光,顯示缺陷的狀況。
(5)著色檢驗:屬於無損探傷檢驗。它的原理與熒光檢(jiǎn)驗原理相似,不同之處是用著色劑(jì)取代熒光粉而顯示缺陷。特點:靈敏度比(bǐ)熒光檢驗高,也較為方便。其靈敏度一般為0.01mm,深度為0.03-0.04mm。
檢驗方法:先擦幹淨焊縫,在被擦的焊縫上塗上一層紅色流動性和滲透良好的著(zhe)色劑,使其(qí)滲透到焊縫表麵的缺陷內。然後將焊縫表麵擦淨並塗上一層白色顯示液,如果白色的(de)底層上滲出 的紅色的(de)條紋就表(biǎo)明該處缺陷的位臵和(hé)形狀。如果沒有滲(shèn)出紅色的條紋就表明焊縫沒有缺陷。
(6)磁粉檢驗:適(shì)合於薄板焊件或焊縫表(biǎo)麵裂紋(wén)的檢驗,是用來探測焊縫(féng)表麵(miàn)細微裂(liè)紋的一種(zhǒng)檢驗方法。原理(lǐ):鐵(tiě)磁性材料在強磁場中表(biǎo)麵缺陷產生的漏磁場吸附磁粉的現象來進(jìn)行檢驗的。
特點:不僅能檢驗焊縫表麵的細微裂紋,還(hái)能顯露一定的(de)深度和大(dà)小(xiǎo)的未焊透但很難發現氣孔和夾渣以及隱藏在深處缺陷。檢驗方法:將焊縫(féng)兩側句部充磁,焊縫中就有磁力(lì)線通過。如(rú)果斷麵形(xíng)狀不同,或內部有氣孔,夾渣和裂紋等缺(quē)陷存在於(yú)焊(hàn)縫中,則(zé)磁力線的分布就不是均勻的,而因各段磁阻不同產生彎曲,繞過磁阻較大(dà)的缺陷。
如果缺陷位於焊縫表麵或接近表麵則阻礙磁力線通過,這樣磁力線不但會在焊件內部彎曲,而且還會有一部分磁力線繞過缺陷而暴露(lù)在空氣中,產生漏磁(cí)現象。這時候在焊縫表麵撒上鐵粉由於缺陷處漏(lòu)磁的作用(yòng),鐵粉就會被吸附,聚集成(chéng)缺陷形狀和長度相似(sì)的跡象,以此來判定缺陷的大小和位臵。
缺陷的顯露和缺陷與磁力(lì)線的相對位(wèi)臵有(yǒu)關,與磁力(lì)線相垂(chuí)直的缺陷最易顯露。所以顯露橫向缺陷時,應使焊縫充磁後產生的(de)磁力線沿焊縫的縱向;顯露縱向的缺陷時,應使焊縫充磁後(hòu)產生的磁力線與焊縫垂直。
特別注意在實際檢驗時,必須對焊縫作交替的縱(zòng),橫向充磁。縱,橫向的充磁(cí)必須在檢驗前(qián)1小(xiǎo)時前進行(háng)。
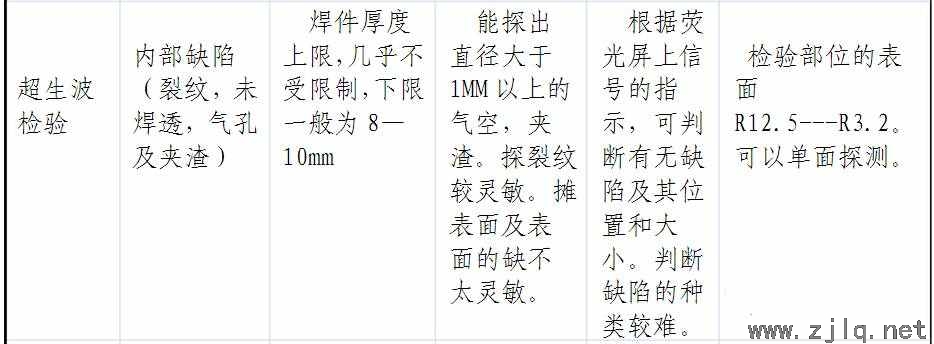
(7)超生波檢驗:a原理:利用超生波在(zài)金(jīn)屬內部直線傳(chuán)播遇到(dào)兩種介質的界麵時會發生反射和折(shé)射的原理(lǐ)來檢驗焊縫內部缺陷的。
b特點:超生波檢驗用來探(tàn)測大厚度焊件內部的缺陷。檢驗(yàn)的靈(líng)敏度高,操作靈活方便,但(dàn)是對缺陷性質的辨別能力差且沒有直觀性。檢驗時要求焊件表麵平滑光潔,並塗上一層油脂作媒(méi)介。由(yóu)於焊縫表麵不平,不(bú)能用直探頭來檢驗內部缺陷,一般(bān)采(cǎi)用斜探頭探傷,在焊縫兩(liǎng)側磨光麵上對焊縫內部進行檢測。
c檢驗方法:先將焊縫兩側磨出斜麵再在焊件上塗上一層油脂利用高(gāo)頻脈衝式超生波檢驗儀的直探頭對準焊縫的斜邊進行檢驗,超生波由(yóu)焊件表麵(miàn)傳入,並在焊件內部傳播超生波在遇到焊件(jiàn)芭表麵,內部缺陷(xiàn)和焊件表麵時,均會反射回探頭,由探頭將超生波轉變成點信號,並在顯示(shì)器上出現(xiàn)三個信號:始(shǐ)脈衝(焊件表(biǎo)麵反射波信(xìn)號),缺陷脈衝,底脈衝(焊件底部反射波信號)。
由缺陷脈衝與始脈衝及底脈衝(chōng)間的距離,可知缺陷(xiàn)的深度,由於(yú)其焊件底麵反射波信(xìn)號無法(fǎ)再反射到探頭上,故在(zài)顯示波器(qì)上(shàng)隻顯示出始脈衝和缺(quē)陷脈衝。
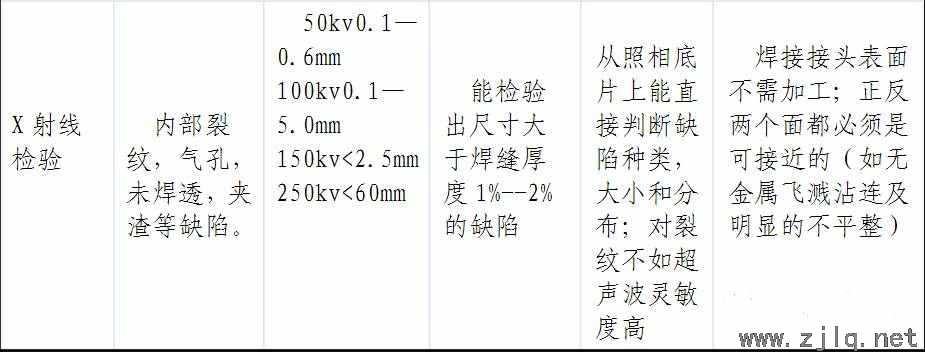
(8)X射線檢驗:射線檢驗是檢驗焊縫內部缺陷準(zhǔn)確而(ér)可(kě)靠的 方法之一,它可以顯示出缺陷在焊縫內部的形狀,位臵和(hé)大小。 X射線檢驗的原理:它是利用X射線高能射(shè)線程度不同地(dì)透過不透明物體,使照相底片得以感光,從而進行焊接檢驗。
射線通過不同物質(zhì)的時候,會不同程度的被吸(xī)收,如金屬厚度,密度大小,射線被吸(xī)收就越多。因此射線在通過缺(quē)陷處和無缺陷(xiàn)處被吸收的程(chéng)度不同,使得射線透過接頭後,射線強(qiáng)度的衰(shuāi)減(jiǎn)有明顯的(de)差異,使膠(jiāo)片(piàn)上相應部(bù)位(wèi)的感光(guāng)程度也不一樣。由於缺陷吸收(shōu)的射線小於(yú)金屬材料所(suǒ)吸收的射線,所(suǒ)以,通過缺(quē)陷處的射(shè)線對感(gǎn)光較強,衝洗後的底片,在缺陷(xiàn)處顏色較深,無缺陷處則底片感光較(jiào)弱(ruò),底片顏色較淡。通過對底片上影像的觀察,分(fèn)析,便能發現焊縫內有無缺(quē)陷及缺陷的種類(lèi),大小與分布。
焊縫在射線檢(jiǎn)查(chá)之前,必(bì)須進行表麵檢(jiǎn)查,表麵上的不(bú)規則程度應不妨礙對底片上缺陷(xiàn)的辨認否則應加以休整。
幾種無損探傷檢(jiǎn)驗方法的比較